Расчет балансировочных масс векторным методом. Балансировка роторов на месте эксплуатации. Балансировка ротора способом исключений
Балансировка роторов агрегатов на месте их эксплуатации - одна из основных составляющих технологии виброналадки, использующая специализированные технические средства и программное обеспечение для балансировки на месте и требующая дополнительной подготовки специалистов по виброналадке.
Колебательные силы, действующие в агрегатах на частоте вращения ротора
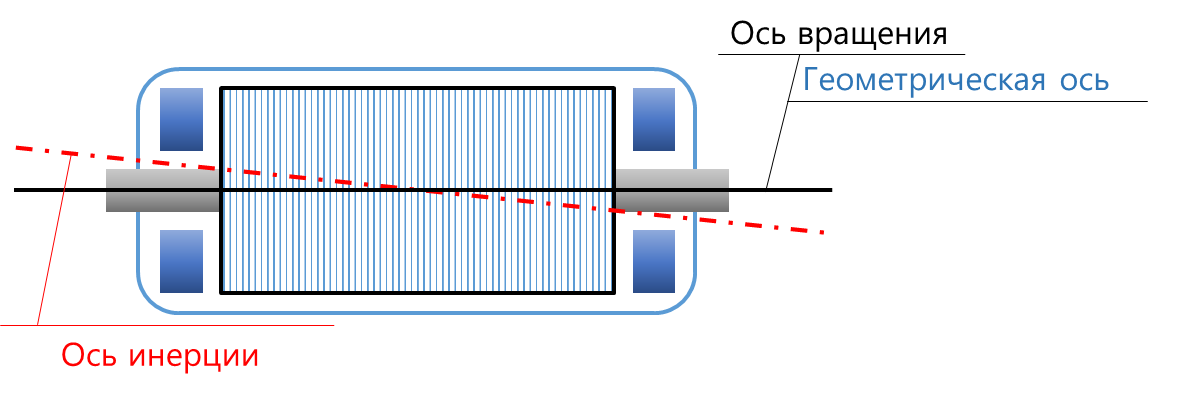
У каждого вращающегося в подшипниках узла (вала, ротора) можно выделить три оси, от взаимного расположения которых зависят параметры вибрации агрегата, возбуждаемые его ротором. К ним относятся ось вращения, ось инерции и геометрическая ось. Минимальной вибрация оказывается в том случае, если все три оси совпадают, рис. 12.1.
Благодаря этому решению в одном агрегате мы достигли полного центра скоростных и среднескоростных турбин, например, из грузовых автомобилей. Балансировка ротора осуществляется в подшипниках, собранных в корпусах турбины завода. Машина, которую мы используем для регенерации, характеризуется очень высокой точностью измерения и дополнительными преимуществами, среди прочего. Возможность проверки герметичности и качества устройства. Часть среднего вращения в основном используется для динамической балансировки в двух роторах турбонагнетателя.
![]()
Рис.12.1. Основные оси ротора в составе агрегата: а) оси совпадают - норма, б) ось инерции смещена - необходима балансировка ротора, в) геометрическая ось смещена - необходим ремонт агрегата.
При механической связи двух и более роторов в одном агрегате процесс формирования вибрации агрегата на частоте вращения определяется еще двумя факторами. Это точность совмещения осей вращения этих роторов с расчетными (обычно в линию или параллельно), и точность совмещения осей передачи крутящего момента. Дополнительных колебательных сил на частоте вращения каждого из роторов не возникает, если оси полностью совмещены.
Это важно для грузовиков и транспортных средств. Благодаря устройству могут быть сделаны очень точные измерения. Балансировка происходит в одной корректирующей плоскости, на «холодной» стороне, со скоростью вращения до 000 оборотов в минуту. Эта технология гарантирует оптимальное повышение турбонагнетателя. Его производительность также измеряется. Машина работает в двух режимах - статическая, что позволяет регулировать в иммобилизованном роторе и динамическом, что имитирует реальные условия работы в автомобиле.
Во втором режиме турбина смазывается маслом при правильной температуре и давлении, чтобы его можно было отрегулировать с той скоростью, на которой отображается значение. Это, в свою очередь, позволяет измерять не только поток через лопатки с переменной геометрией, но и эффективность регенерированного оборудования.
Смещение оси инерции относительно оси вращения приводит к появлению во вращающемся роторе центробежных сил с частотой вращения, действующих на ротор, которые уменьшают путем балансировки ротора с установкой (снятием) балансировочных масс в плоскости коррекции ротора. Результатом балансировки является снижение величины смещения этих осей друг относительно друга, которое в пределе стремится к нулю.
Результаты измерений нескольких положений исполнительного механизма, отображаемых на приборе, сравниваются с параметрами новой турбинной фабрики. Это позволяет точно определить и установить тот же уровень повышения. Вот как посмотреть на турбокомпрессор шаг за шагом: осмотрите чугун и алюминиевый корпус для механических повреждений, разборку турбины на компонентах для очистки и очистки, чугунные сундуки подвергаются дробеструйной обработке, алюминиевые детали спекаются.
Рабочее колесо, компрессионное колесо, тепловой экран, подшипники, резиновые уплотнения, уплотнительные кольца, механизм с переменной геометрией. Сборка сердечника и балансировка, Сборка полного турбокомпрессора, установка клапанов, проверка производительности компрессионного колеса.
Смещение геометрической оси ротора относительно оси вращения приводит к дополнительному изменению сил взаимодействия ротора с другими подвижными или неподвижными элементами агрегата либо при механическом контакте (элементов механических передач или колес с дорогой), либо через рабочую среду (газ, жидкость, магнитное поле). Это динамическое взаимодействие приводит, как правило, к появлению двух радиальных сил, в том числе и с частотой вращения ротора, приложенных к ротору и другим частям агрегата встречно в радиальном к осям вращения направлении, и/или пульсирующих моментов, приложенных к ним по касательной. Для уменьшения указанных сил необходимо обнаруживать и устранять смещение геометрической оси ротора, преимущественно путем ремонта узлов агрегата. Кроме этого следует производить балансировку элементов механических передач и колес до их установки в агрегат.
Регенерация турбин не закончена - после того, как каждое оборудование оснащено 12-месячной гарантией на неограниченный пробег. Мы также предоставляем распечатки с баланса, переменной геометрией и характеристиками компрессионного колеса. Неравномерное давление в шинах на землю, громкая вибрационная стиральная машина или педаль тормоза автомобильного тормоза - с последствиями неправильного баланса механических частей мы занимаемся в повседневной жизни очень часто, однако знание этого явления довольно скудное.
Мы часто не понимаем, сколько в нашей среде оборудования, части которого необходимо сбалансировать. Одними из них являются зубные дрели, моторы, барабаны для стиральных машин, жесткие диски, компьютеры, вентиляторы и автомобильные шины. Неравномерное распределение массы ротора вблизи его оси вращения является причиной центробежных сил, которые вызывают асимметричное вращение и вибрацию. Они, в свою очередь, разрушают подшипники шпинделя и несут ответственность за шум во время вращения. Чем выше скорость машины, тем более «недуг» они становятся и тем заметнее они.
Смещение осей вращения двух (и более) механически связанных роторов в агрегате относительно единой линии вала (или относительно их расчетного положения) также приводит к появлению колебательных сил на частоте вращения ротора и ее гармониках. Для снижения этих сил производят центровку и выверку роторов (осей их вращения). Задачи технологии центровки и выверки рассматриваются в следующем разделе настоящего обзора.
Хотя дисбаланс является естественным явлением, поскольку все вновь обработанные детали несколько неуравновешенны из-за неравномерно распределенных отверстий в литых или неконцентрических элементах, это явление может быть довольно опасным и даже может привести к распаду ротора.
Цифры говорят сами за себя: процессы обработки с не сбалансированными инструментами дают в три раза более быстрый износ шпинделя. Следовательно, необходимо восстановить или заменить этот элемент. Несколько дней простоя, связанного с этой машиной, в случае непрерывности производства не только большие проблемы с организацией, но и ненужные расходы. Высоко вибрирующие электроинструменты не выполняют своих задач с достаточной точностью, операторы, работающие на неработоспособных столярных машинах или шлифовальных машинах, имеют тенденцию шире намного быстрее, а продукты «вибрирующие» имеют низкое качество, имеют неровную поверхность и более короткий срок службы.
Смещение оси передачи крутящего момента (при совпадении оси вращения и геометрической оси полумуфт) часто происходит из-за дефектов упругих элементов или их посадочных мест в муфте и приводит к появлению действующей на ротор радиальной силы с частотой его вращения, зависящей от величины передаваемого крутящего момента. Компенсировать эту силу можно в процессе балансировки ротора, но только на одной выбранной для балансировки нагрузке на агрегат.
Преувеличенным примером является «измельчение» шлифовального круга, вызванное дисбалансом, что приводит к нежелательной шероховатости материала, который не соответствует требуемым параметрам. Этот тип машины позволяет фрезеровать, резать и пробивать с очень высокими скоростями вращения шпинделя, достигая десятков тысяч оборотов в минуту. Производители режущего оборудования, для обеспечения того, чтобы эти передовые заготовки работали и чтобы компоненты были изготовлены с правильной точностью изготовления, должны, в частности, заботиться о динамическом балансе не только инструментов, но и ручек.
Таким образом, в агрегате на частоте вращения ротора могут появляться как центробежные или нецентробежные вращающиеся силы, действующие на ротор, так и пары колебательных сил и пульсирующих моментов разной природы, действующие встречно на ротор и неподвижные узлы агрегата. В этих парах встречных колебательных сил и пульсирующих моментов на частоте вращения ротора при его балансировке на месте путем установки балансировочных масс в плоскости коррекции может быть снижена только одна из составляющих - радиально направленная к ротору и вращающаяся в том же направлении.
Как говорят специалисты по фрезерованию, только качественная балансировка всей сборки инструмента и держателей инструментов гарантирует безошибочное качество изготовления. Сегодня трудно поверить, что 150 лет назад балансировка ротора турбины составляла от трех до четырех недель тяжелой работы для многих рабочих. Доступная технология была относительно простой, но ее результаты - очень неточные. Последующие попытки были несколько более успешными: постепенно перемещая кусок мела в направлении вращения ротора с определенной степенью точности, можно было определить положение дисбаланса.
Особо следует выделить нецентробежные силы, действующие на частоте вращения коленчатого вала поршневой машины. Это, прежде всего, пульсирующие моменты, прикладываемые к коленчатому валу и корпусу, появляющиеся из-за разброса величины сил, действующих на разные поршни машины, и создающие встречные моментные колебания коленчатого вала и корпуса. Балансировать вращающиеся узлы поршневых машин, в том числе коленчатый вал, следует до сборки машины.
Принцип работы современных балансировочных машин совершенно иной и позволяет снизить дисбаланс до очень малых значений. Коррекция дисбаланса происходит двумя способами: удалением избыточного материала в более тяжелую часть элемента или добавлением корректирующей массы в более светлое положение. Независимо от техники, эффект представляет собой состояние равновесия в распределении массы ротора вблизи его оси вращения. Однако следует помнить, что эта цель может быть достигнута только до определенных значений, потому что, несмотря на очень точный баланс, ротор все еще сохраняет так называемый. несбалансированный баланс.
Основные положения балансировки роторов
Балансировка ротора на станке - это операции совмещения осей вращения и инерции ротора, определяемых и контролируемых при вращении ротора, установленного на балансировочный станок.
Балансировка ротора на месте эксплуатации агрегата (балансировка на месте) - это операции снижения вибрации агрегата на частоте вращения ротора путем установки балансировочных масс на вращающиеся части в доступные плоскости коррекции. Балансировка на месте может выполняться с целью обеспечения требуемой вибрации либо для одного (типового) режима работы агрегата (по частоте вращения, нагрузке и т.п.), либо для нескольких, предварительно определяемых режимов его работы.
Чем больше масса деталей, тем больше остаточный дисбаланс, при котором деталь может работать должным образом. Этот размер определяет международные и национальные стандарты, указанные для каждого устройства, их дизайн и назначение. По их словам, такие компоненты, как автомобильные колеса, сбалансированы до уровня 40, а небольшие электрические арматуры - до уровня 2.
Использование современных балансировочных машин очень широк - эти устройства используются надлежащим образом в каждом процессе, требующем высоких параметров резания. Поскольку повышенные требования к станкам привели к интенсивному развитию технологий обработки, растущие требования к сбалансированным рабочим инструментам ускорили развитие рынка профессиональных балансировочных машин. Высокие стандарты точности и качества продукции делают рынок балансировочных машин год от года. Производители предлагают ручные, автоматические и полуавтоматические балансировочные станки для всего спектра вращающихся и вибрационных компонентов и компонентов - как многопоршневых миниатюрных двигателей, так и сотен роторов паровых турбин.
В идеальном случае - при вращении неуравновешенного ротора на балансировочном станке - на него действуют только центробежные силы с частотой его вращения из-за смещения оси инерции относительно оси вращения. Характеризуется неуравновешенность ротора величинами эксцентриситета е или дисбаланса me , где m - масса ротора. Поскольку неуравновешенность ротора может представлять собой сумму статической и моментной составляющей, см. рис. 12.2. количественные характеристики неуравновешенности могут делить на две составляющие с привязкой к каждой плоскости коррекции или опоре вращения ротора.
Современные балансиры обрабатывают не только каждую весовую категорию ротора, но и разные размеры и скорости. Промышленность, которая хорошо сбалансирована, - это производство деталей самолетов. Затраты на замену дефектных роторов здесь высоки, поэтому специалисты по обслуживанию на авиационных заводах требуют, чтобы используемые машины обработки регулярно уравновешивались. Этот немецкий производитель полных инструментов для фиксации и балансировки ежегодно инвестирует одну десятую своих доходов в исследования и разработки новых технологий балансировки.
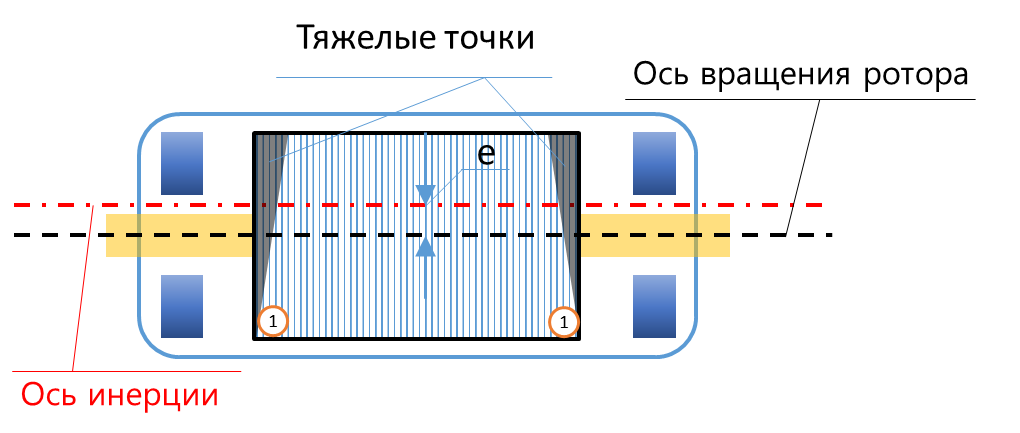
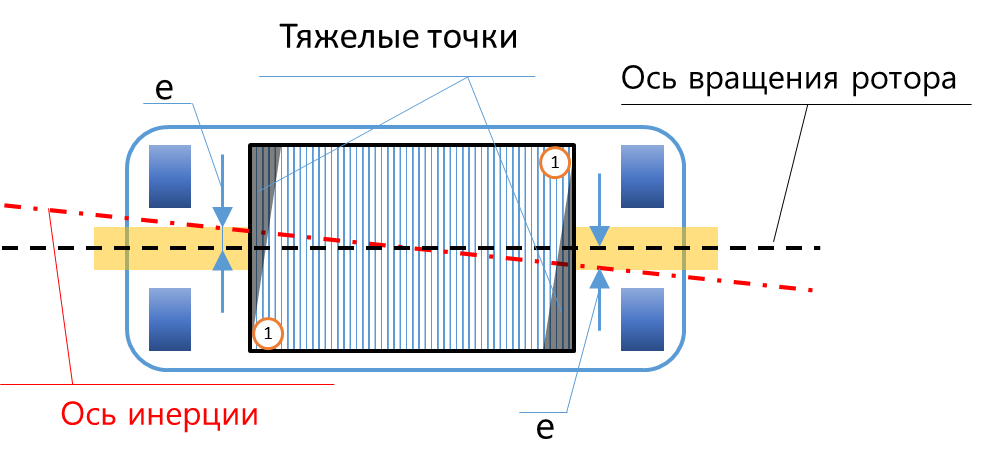
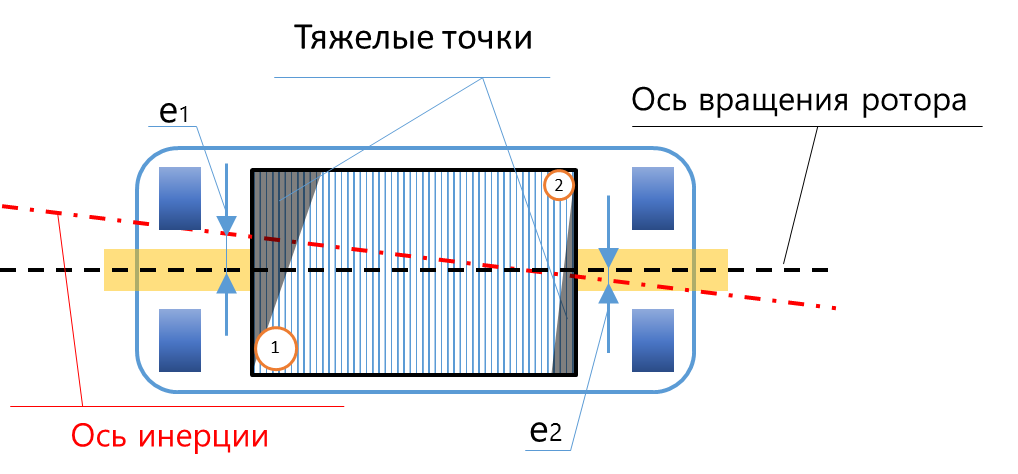
Рис.12.2. Виды неуравновешенности ротора - статическая, моментная, динамическая. Тяжелые точки ротора затемнены, легкие точки ротора (места установки балансировочных масс) указаны кружками с цифрами.
Современные балансиры оснащены измерительными системами, которые позволяют напрямую вводить данные через сенсорные экраны и специальное программное обеспечение для расчета значений дисбаланса для различных методов коррекции. По мнению экспертов в этом сегменте рынка, инвестиции в балансировочные машины амортизируются в течение 2-3 лет с момента покупки, и это время уменьшается пропорционально количеству станков, используемых в производстве. Специалистам по обслуживанию не нужно беспокоиться о беспорядке нового оборудования и связанных с работой расходах - полностью автоматические балансировочные устройства нового поколения не только эргономичны, но и просты в использовании.
Жесткость ротора (или его вала, или подшипников) конечна, и при вращении центробежная сила деформирует его, создавая дополнительный дисбаланс, который суммируется с начальным дисбалансом и растет с ростом частоты вращения ротора. Существует, однако, скорость вращения ротора, называемая критической, после которой направление дополнительного дисбаланса ротора меняется на противоположное. В этом случае суммарный дисбаланс ротора резко уменьшается, ротор начинает вращаться вокруг оси инерции, но геометрическая ось сохраняет деформацию, т.е. вал «бьет» в подшипниках на величину начального эксцентриситета. Этот эффект называется автобалансировкой ротора и используется при проектировании высокооборотных машин для снижения вибрации на рабочей частоте вращения. При этом необходимость балансировки гибкого ротора сохраняется, а ее задачей становится снижение боя вала в подшипниках Ротор таких машин называется гибким, причем ротор всегда относится к гибким, если его критическая частота вращения ниже, чем 1,25 от рабочей частоты его вращения.
В зависимости от модели и назначения машина оснащена фрезерным станком для автоматического снятия дисбаланса, который контролируется самыми современными системами управления. Результаты балансировки преобразуются в параметры сверления и фрезерования, можно использовать массовое распределение и обозначать запрещенные зоны. При лазерной маркировке системы указывают на дисбаланс и коррекцию с помощью точного лазера. Возможность использования и быстрой замены адаптеров различными ручками позволяет использовать балансировочные станции в различных приложениях.
Эффект автобалансировки ротора используется и в наиболее распространенных зарезонансных балансировочных станках в которых устанавливаются опоры вращения низкой жесткости. В таких станках задачей балансировки на закритических частотах вращения является снижение «боя» вала в каждой из опор. Однако при такой балансировке гибкого ротора, как жесткого, не решается ряд вопросов его балансировки на скоростях вращения, близких к критическим.
Точные алгоритмы измерения и вычисления этих устройств позволяют быстро и точно сбалансировать держатель инструмента или инструмент, используя все известные в настоящее время методы коррекции. Балансирующие устройства могут работать со всеми типами держателей инструментов, а дополнительное оборудование для станков также позволяет точно измерять геометрию инструмента. Геометрия - это базовая категория, которая должна учитываться при выборе балансировки. Короткие инструменты, где момент дисбаланса в основном низкий, сбалансированы с помощью одноплоскостных машин.
Если начальный дисбаланс статический, то и дополнительный из-за прогиба вала - также статический (рис 12.3.), и он начнет компенсироваться после первой критической скорости, при моментном дисбалансе автобалансировка начнется после второй критической скорости, которая выше первой приблизительно в 4 раза. Проектируют же роторы высокооборотных машин обычно так, чтобы первая критическая скорость была ниже частоты вращения ротора, а вторая - находилась посередине между первой и второй гармониками частоты вращения. Таким образом, соотношение между статическим и моментным дисбалансом начинает зависеть от частоты вращения ротора. Соответственно, даже на балансировочных станках при динамической балансировке таких роторов возникают трудности, которые при балансировке на месте достаточно просто преодолеваются только при использовании многоканальных виброизмерительных систем, специальных алгоритмов диагностики и программ балансировки роторов многорежимных механизмов.
В случае длинных инструментов компенсация дисбаланса может возникать только в двух плоскостях. Другим фактором, который следует учитывать, является форма балансировки и вибродиагностики. Эти обработки могут выполняться двумя различными способами: на специальном столбе после снятия с устройства или на месте установки рабочего колеса, то есть в подшипниках.
Компактный балансир с пневматическим приводом для инструментов. Балансировка на специализированном посту наиболее часто используется на стадии производства, где контролируется большая серия равных частей и когда доступ к ротору затруднен или невозможен. Однако не всегда необходимо инвестировать в профессиональное оборудование - иногда достаточно использовать парки машин компаний, предоставляющих такие услуги.

Рис.12.3. Форма прогиба ротора на первой и второй критических скоростях вращения
Требования к проведению работ по балансировке роторов
Для балансировки роторов, как на балансировочном станке, так и в составе агрегата на месте его эксплуатации, кроме подготовленного специалиста по балансировке, необходимы:
- устройство, обеспечивающее вращение ротора - либо балансировочный станок, либо собственный или внешний привод балансируемого агрегата.
- доступные в процессе балансировки места крепления компенсирующих и пробных масс на роторе в выделенных плоскостях коррекции,
- средство измерения на частоте вращения ротора амплитуд и фаз либо центробежной силы, в каждой опоре вращения, либо вибрации вала в плоскости опор вращения, либо радиальной вибрации неподвижных частей опор вращения (можно в других контрольных точках) балансируемого агрегата.
- программное обеспечение для расчета величин и координат установки компенсирующих масс по результатам начальных измерений и измерений на пробных пусках (программа балансировки).
Это основные требования, без которых проводить балансировку невозможно. Но эти требования не учитывают того, что у каждого ротора кроме оси вращения и оси инерции есть геометрическая ось, а у связанных между собой роторов еще и общая ось вращения (линия вала), и ось передачи крутящего момента. Любое их смещение относительно оси вращения одного из роторов приводит к появлению дополнительных сил на частоте вращения, которые могут ограничить возможности балансировки. Поэтому необходимы еще и средства диагностики источников оборотной вибрации, и диагностическая подготовка специалиста по балансировке.
Операции балансировки роторов на месте эксплуатации
Простейшая балансировка жесткого ротора агрегата обычно проводится по вибрации неподвижных частей опор вращения ротора, измеряемой в радиальном к оси вращения направлении на выбранной оператором скорости вращения ротора. Как правило, она проводится на минимальной (но не менее 40-50 об/мин) из возможных скоростей вращения ротора, которую можно стабилизировать на время проведения измерений вибрации. Измеряться могут как параметры нормируемых виброперемещения или виброскорости, так и параметры виброускорения, величина которого обычно не нормируется. Но во всех случаях до начала балансировки ротора на месте эксплуатации и после ее окончания проводятся контрольные измерения величины виброскорости или виброперемещения в стандартных точках контроля вибрации агрегата в номинальном режиме (режимах) работы агрегате и в предписанной для измерений вибрации на этом режиме полосе частот.
Количество точек контроля вибрации при проведении операций балансировки теоретически может быть сведено к одной на каждой опоре вращения, но на практике, с использованием балансировочных программ, не ограничивающих количество точек контроля вибрации, их используется существенно больше. Обычно рекомендуется использовать две точки контроля радиальной к оси вращения вибрации на каждой опоре вращения, с направлениями, отличающимися в плоскости сечения ротора на угол, близкий к 90 угловым градусам. Чаще всего в машинах горизонтального исполнения вибрация измеряется в вертикальном и горизонтальном направлениях. Это позволяет вводить в программы алгоритмы поиска ошибок, совершаемых оператором при последовательном измерении вибрации в точках контроля, не прибегая к повторным пускам агрегата после их обнаружения.
Количество плоскостей коррекции, используемых для балансировки жестких роторов на месте, обычно не превышает количества опор вращения, но часть плоскостей коррекции может оказаться недоступной и их приходится заменять, используя в качестве такой плоскости, например, полумуфту. В этом случае плоскостей коррекции может быть и меньше, и больше количества опор вращения.
Первая операция - измерение начальной вибрации агрегата при выбранной для балансировки скорости вращения. В обязательном порядке измеряются амплитуды и фазы (относительно устанавливаемой на ротор метки) вибрации на частоте вращения ротора. Однако дополнительно рекомендуется измерить и спектр вибрации в каждой точке контроля, чтобы убедиться в том, что выполняемая работа может привести к снижению уровня вибрации до предъявляемых к ней требований. А такой результат возможен, если максимальный (по всем точкам контроля) уровень вибрации на частоте вращения агрегата (по виброскорости) больше уровня других составляющих вибрации в контролируемой полосе частот хотя бы в 2,5-3 раза, а уровни остальных составляющих ниже требований, как минимум в 1,5 раза.
Вторая операция - установка пробной массы в одну из плоскостей коррекции ротора агрегата. Выбирается одна из ближайших к точке контроля с максимальной величиной вибрации на частоте вращения плоскость коррекции. При этом учитывается и доступность этой плоскости коррекции для установки пробной массы, при существенных ограничениях по доступности ее заменяют на другую (ближайшую) плоскость. Пробная масса, если нет априорных данных о ее величине, выбирается такой, чтобы создаваемая ею центробежная сила (на максимальной рабочей частоте вращения) была близка к четверти силы тяжести ротора. Пробную массу желательно устанавливать поближе к легкой точке ротора, для поиска которой оператор должен иметь определенный опыт измерений вибрации или средства измерения диаграммы Боде (фазо-частотной характеристики ротора) на выбеге агрегата после каждого его пуска.
Третья операция - ввод данных начальных измерений вибрации и измерений после первого пуска в программу балансировки для расчета коэффициентов влияния пробной массы на вибрацию в каждой точке контроля. Обычно профессиональные программы балансировки по всем полученным коэффициентам влияния сразу определяют необходимые параметры балансировочных (компенсирующих) масс и ожидаемые уровни вибрации агрегата на частоте вращения ротора. Если ожидаемый результат удовлетворяет оператора, он может установить рассчитанные балансировочные массы в первую плоскость и переходить к контрольному измерению вибрации на следующем пуске. Если нет - выполняется четвертая операция, аналогичная второй - второй пробный пуск с установкой пробной массы во вторую плоскость, а затем и пятая операция, аналогичная третьей - расчет ожидаемой вибрации с установкой двух компенсирующих масс в двух плоскостях коррекции.
После четвертой и пятой операции, могут выполняться шестая и седьмая, также аналогичные второй и третьей операции - до тех пор, пока ожидаемый результат балансировки не удовлетворит оператора, или пока не закончатся все используемые для установки пробных масс плоскости коррекции.
В любой практической ситуации после выполнения контрольных измерений по результатам балансировки с использованием неполного комплекта плоскостей коррекции в случае неудовлетворительного результата балансировка с использованием современных программ может быть продолжена. Балансировочные массы будут рассчитываться по имеющимся коэффициентам влияния, т.е. без повторных пусков с установкой новых пробных масс в те плоскости коррекции, для которых пробные пуски уже были произведены.
Операции повышенной сложности могут использоваться для балансировки роторов на месте в следующих случаях:
- на первом пуске агрегата после ремонта вращающихся узлов, когда появляется опасность недопустимого роста вибрации в процессе увеличения скорости вращения ротора,
- при балансировке гибкого ротора.
- при действии на частоте вращения ротора нецентробежных сил либо из-за дефектов ротора, либо из-за смещения геометрической оси ротора (роторов) или оси передачи крутящего момента относительно оси вращения,
В первом случае типовыми решениями являются предварительная балансировка ротора на балансировочном станке или предварительная низкоскоростная балансировка ротора, которая часто имеет и технические, и экономические преимущества при использовании методов балансировки на нестабильных частотах вращения (на выбеге после частичного разгона ротора).
Для балансировки гибких роторов рекомендуется использовать многоканальные системы балансировки с онлайн анализом вибрации, а в агрегатах с установленными датчиками относительных перемещений вала (проксиметрами) - использование этих датчиков в операциях балансировки.
Для балансировки агрегатов со значительным вкладом в вибрацию на частоте вращения нецентробежных сил рекомендуется использовать методы и средства диагностики источников этих сил, см. следующий раздел. Такого рода диагностику рекомендуется проводить до решения о проведении балансировки эксплуатируемого агрегата, а для агрегатов после ремонта - в процессе виброналадки, начиная с первого пуска.
Подготовка специалистов по балансировке роторов на месте эксплуатации
Минимальный срок подготовки после освоения основ виброконтроля - 18 часов, 3 уровня подготовки с практическим освоением средств и программ балансировки роторов на месте эксплуатации, методов и средств диагностики источников вибрации, возбуждаемой ротором.
- начальный, с изучением особенностей измерения и анализа вибрации при проведении балансировки и освоением простейших технических средств и программ двухплоскостной однорежимной балансировки роторов,
- расширенный с освоением средств и программ балансировки многорежимных роторов, методов поиска источников вибрации на частоте вращения и кратных частотах, ограничивающих эффективность работ по балансировке,
- полный, с изучением особенностей балансировки на нестабильных частотах вращения ротора, экспертной диагностики и устранения причин ограничений на балансировку жестких и гибких роторов.
Индивидуальные консультации по методам, приборам и программам балансировки роторов, экспертной диагностики причин возникающих ограничений на достигаемую эффективность балансировки, подбор средств балансировки с возможностью виброконтроля и экспертной диагностики.
Диагностика ограничений на эффективность балансировки роторов
Причины возможных ограничений на эффективность балансировки ротора делятся на три основные группы:
- недостатки привода, который обеспечивает вращение ротора при выполнении операций балансировки, включая несоосность передаваемого на ротор крутящего момента,
- ошибки и погрешности измерения неуравновешенности ротора при балансировке на станке или амплитуд и фаз оборотной вибрации при балансировке на месте, в том числе из-за вибрационных помех от других работающих агрегатов,
- появление значительных нецентробежных сил на частоте вращения балансируемого агрегата при балансировке на месте, в том числе от несовпадения оси вращения и геометрической оси ротора, а также от локальных дефектов вращающихся и движущихся узлов (механических передач, рабочих колес, поршней и т.п.).
Недостатки привода, в основном, определяют качество балансировочных станков. Оценить его можно в том случае, если в станке есть возможность на ходу разомкнуть узел передачи крутящего момента и провести расчет коэффициентов влияния и балансировочных масс для двух режимов - принудительного вращения и выбега, но на близких (в пределах 5-10%) частотах вращения. Для этого необходима многоканальная система балансировки, обеспечивающая балансировку роторов в режиме выбега.
Ошибки измерений чаще всего возникают при балансировке роторов на месте в ходе перестановки и крепления датчиков вибрации в точках контроля при последовательном измерении амплитуд и фаз оборотной вибрации. Как правило, это одиночные ошибки, и их можно выявить в автоматическом режиме обработке данных в программе балансировки, если количество точек контроля превышает одну на каждую опру вращения. Типовые погрешности измерения амплитуд и фаз оборотной вибрации для используемых средств балансировки - около 5% для амплитуды и около 10 угловых градусов - для фазы. Абсолютные погрешности влияют на результат балансировки в меньшей степени, так как в расчетах балансировочных масс используются относительные измерения. Важна идентичность измерительных каналов в многоканальных системах балансировки а, при повторных балансировках по коэффициентам влияния, использование того же средства измерения, с которым выполнялась первая.
При балансировке агрегатов на месте эксплуатации влияние на результат измерения амплитуд и фаз оборотной вибрации может оказывать несинхронная вибрация других работающих рядом агрегатов, приводящая к нестабильности получаемых значений. В таком случае следует уменьшать ширину полосы синхронных фильтров в средствах измерения, а, при отсутствии такой возможности (или дополнительно), увеличивать время усреднения получаемых результатов.
Основные ограничения на эффективность балансировки на месте чаще всего определяются дефектами ротора и его связи с другими узлами агрегата.
На первом месте по степени влияния на нецентробежные силы и вибрацию с частотой вращения узла находится несоосность геометрической оси и оси вращения элементов механической передачи («бой» ротора, шестерни, колеса и т.д.). Если передача изменяет частоту вращения ведомого ротора (вала) относительно ведущего (зубчатая, ременная и другие передачи), основным признаком несоосности является амплитудная модуляция оборотной вибрации бездефектного вала частотой вращения дефектного вала, см. рис.12.4. Перед попыткой балансировать ротор на месте дефект следует обнаружить и устранить, так как даже балансировка такого ротора на станке ожидаемого снижения вибрации агрегата на частоте вращения не даст.
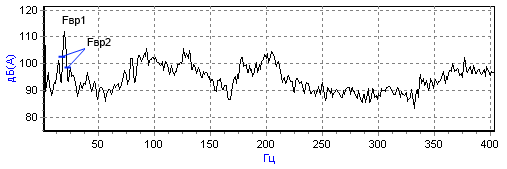
Рис. 12.4. В спектре вибрации зубчатой передачи есть признак модуляции оборотной вибрации высокооборотного вала частотой вращения низкооборотного вала. Это указывает на действие двух встречных сил кинематической природы, т.е. возможности балансировки высокооборотного вала составе данной передачи ограничены.
На втором месте по степени влияния на оборотную вибрацию агрегатов находится дефект элемента механической передачи, например, зуба шестерни. В этом случае на агрегат действует ударная сила с частотой вращения ротора (вала) с дефектным элементом передачи, и вибрация агрегата содержит большое число кратных гармоник, см. рис.12.5. Аналогичный результат будет и при дефекте муфты, связывающей два синхронно вращающихся ротора. Перед балансировкой агрегата на месте дефект необходимо обнаружить и устранить.
![]()
Рис.12.5. В спектрах вибрации (виброскорости и виброускорения) зубчатой передачи есть признак ударного взаимодействия - большое количество кратных гармоник. Вал (ротор), на который действует удар с частотой вращения, балансировке до устранения дефекта не подлежит
В агрегатах без механической передачи, изменяющей частоту или направления вращения ведомого вала, на первое место по источникам нецентробежных сил на частоте вращения балансируемого ротора выходит несоосность соединяемых муфтой роторов (валов) агрегата. Причиной может быть как несоосность опор вращения (статическая расцентровка валов), см. следующий раздел по центровке валов, так и дефект соединительной муфты со смещением осей вращения валов под нагрузкой (динамическая расцентровка). Перед балансировкой необходимо обнаруживать и устранять причины расцентровки валов. Основным признаком расцентровки роторов является появление импульсной нагрузки один раз за оборот, приводящей к росту вибрации на частотах, кратных частоте вращения ротора.
Следующее место по влиянию нецентробежных сил на оборотную вибрацию агрегата занимает несовпадение геометрической оси ротора с осью вращения в асинхронных электродвигателях. Такое несовпадение принято называть динамическим эксцентриситетом воздушного зазора, а его причиной чаще всего бывают износ подшипника и ошибки восстановления на роторе посадочных мест под подшипники во время ремонта ротора двигателя. В многополюсных синхронных электрических машинах причина повышенной вибрации на частоте вращения - другая, это проблемы с обмоткой возбуждения на роторе, а иногда, в явнополюсных синхронных машинах - перекос полюсных наконечников на роторе.
Основным признаком дефекта является амплитудная модуляция магнитной составляющей вибрации (на двойной частоте питания) частотой вращения ротора. Пример спектра вибрации электродвигателя с таким дефектом приведен на рис.12.6. . Обнаружить данный дефект можно и по появлению признаков модуляции зубовой вибрации электрической машины (см. раздел 15). При обнаружении дефекта перед балансировкой предпочтительным действием является ремонт двигателя с устранением дефекта.
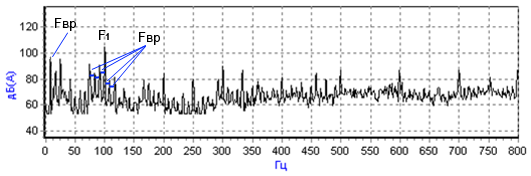
Рис.12.6. В спектре вибрации асинхронного электродвигателя есть признак модуляции магнитной вибрации (на двойной частое питающего напряжения 100Гц) из-за динамического эксцентриситета воздушного зазора. Возможности балансировки ротора на месте ограничены.
В насосах появление сравнимых по величине с центробежными нецентробежных сил, имеющих ту же частоту, определяется взаимодействием потока с рабочим колесом. Основные причины - несовпадение геометрической оси рабочего колеса с его осью вращения (бой рабочего колеса) или локальный дефект одной из лопастей. Это взаимодействие приводит к появлению зависимости производительности насоса от угла поворота рабочего колеса. Большинство центробежных насосов меняет направление потока и потому имеет значительную осевую нагрузку. В таких насосах появление переменной нагрузки приводит к росту осевой вибрации насоса на частоте вращения, которая не может быть снижена путем балансировки рабочего колеса. Повышенная осевая вибрация насоса на частоте вращения, а также на ее гармониках являются признаком дефектов рабочего колеса центробежных насосов, которые устраняются при замене рабочего колеса на бездефектное.
В осевых насосах таких признаков боя рабочего колеса или дефекта одной из лопастей нет, но, как и в центробежных насосах, можно воспользоваться дополнительным признаком - модуляцией лопастной составляющей вибрации насоса частотой его вращения, как это показано на рис. 12.7.
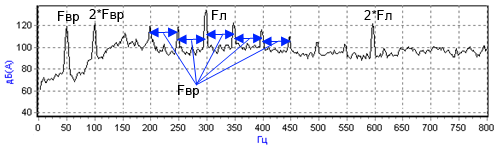
Рис 12.7. В спектре вибрации центробежного насоса с рабочим колесом, одна из шести лопастей которого имеет дефект, есть признаки дефекта лопасти - повышенная вибрация на кратных гармониках частоты вращения kF вр и модуляция лопастной вибрации F л частотой вращения рабочего колеса kF вр . Возможности балансировки насоса на месте ограничены.
Рабочие колеса при вращении в потоке воздуха (газа) также создают нецентробежные силы на частоте его вращения при бое рабочего колеса или при нарушении условий обтекания одной (или группы соседних) лопаток. Эти силы также ограничивают эффективность балансировки рабочего колеса, особенно многорежимных по производительности и/или скорости вращения агрегатов. Для обнаружения такого рода сил используется несколько способов, основным из которых является поиск зависимости величины оборотной вибрации от производительности агрегата, изменяемой скачком. Еще один эффективный способ, работающий в агрегатах преимущественно с одним рабочим колесом - анализ соотношения фаз колебаний на разных опорах вращения агрегата, так как дефектное рабочее колесо, в отличие от бездефектного, возбуждает значительные моментные колебания ротора. Наконец, в центробежных нагнетателях для оценки вклада нецентробежных сил, как и в насосах, можно контролировать осевую вибрацию опоры вращения, к которой приложена основная осевая нагрузка нагнетателя.
Простейшие средства и программы балансировки
Существующие средства и программы балансировки можно разделить на три основные группы:
- простейшие приборы для балансировки однорежимных агрегатов с жесткими роторами, до двух роторов в собственных опорах вращения,
- системы балансировки для многорежимной балансировки жестких роторов, в том числе многоканальные, с экспертной диагностикой дефектов, ограничивающих ее эффективность,
- многоканальные системы виброналадки с многорежимной балансировкой жестких и гибких роторов и экспертной диагностикой дефектов.
Простейший прибор для балансировки жестких роторов представлен на рис. 12.8.


Рис. 12.8. Прибор для балансировки роторов на базе сборщика данных - виброанализатора СД -12.
В состав такого прибора должны входить:
- датчик вибрации,
- датчик угла поворота ротора (датчик оборотов с одним импульсом на оборот),
- синхронный фильтр для измерения амплитуды вибрации на частоте вращения,
- фазометр для измерения разности фаз между выделенной фильтром гармоникой вибрации и меткой на роторе,
Кроме этого необходима программа расчета балансировочных масс по измеренным амплитудам и фазам оборотной вибрации, которая либо встраивается в прибор, либо устанавливается на компьютере.
Прибор в указанной комплектации рассчитан на балансировку «идеального» ротора, на который действуют только центробежные силы, не зависящие от внешних условий, таких как температура, нагрузка на агрегат и другие. Его невозможно использовать для анализа ограничений из-за действия нецентробежных сил на частоте вращения, в частности по приведенным ранее признакам, а, во многих случаях, при замене недоступной плоскости коррекции на доступную или для диагностики дефектов, которые могут появиться при частичной разборке агрегата в процессе установки пробных и корректирующих масс.
Указанные недостатки устраняются, если балансировочный прибор дополнительно может измерять узкополосные спектры вибрации в точках ее контроля, запоминать спектры вибрации одинаковых агрегатов и коэффициенты влияния пробных масс на выбранные точки контроля, а также сравнивать спектры вибрации и коэффициенты влияния нескольких однотипных агрегатов.
Реализовать многие из рассмотренных задач балансировки жестких роторов на месте эксплуатации агрегатов можно, используя виброанализатор серии СД со встроенной программой балансировки (см. рис 12.8), дополненный внешней программой Vibro-12.
Многоканальные системы многорежимной балансировки являются неотъемлемой частью систем виброналадки агрегатов с узлами вращения и рассматриваются в разделе «средства и программы виброналадки» .
Для Вашего удобства все статьи нашего сайта по теме «Балансировка роторов на месте эксплуатации» мы собрали в одном месте.
Вы можете прочитать их в разделе
Cтраница 1
Динамическая балансировка необходима для длинных деталей.
Динамическая балансировка производится на специальных машинах, особо тяжелых деталей - в собственных опорах.
Динамическая балансировка обычно производится на балансировочных станках, а в отдельных случаях - с помощью специальных приспособлений в собственных подшипниках.
Динамическая балансировка производится при помощи специальных станков с механической или электрической схемой различных конструкций. Для динамической балансировки крупных деталей применяются станки отечественного производства, позволяющие балансировать детали весом до 16 т-и диаметром до 3200 мм.
Динамическая балансировка состоит из двух основных операций: измерения неуравновешенности и ее исправления.
Динамическая балансировка и статическая центровка не позволяют обеспечить высокое динамическое качество работы системы (линейность развертки), так как возникающие колебания ротора от несоосности электродвигателя 3 и приводимого устройства 2 вносят искажения в работу системы.
Динамическая балансировка может производиться на есобых стендах с вращением балансируемого тела.
Динамическая балансировка в машинах существенно отличается от этой же операции на специальных устройствах. При балансировке в реальной машине с опорами неопределенной жесткости плоскость и ось колебания маховика также неопределенны. Методы динамической балансировки в машине основаны на подборе уравновешивающих грузов в каждой полости раздельно - так, как это делается на балансировочных машинах.
Динамическая балансировка, предельно уменьшающая вибрации, производится при быстром вращении детали на специальных станках.
Динамическая балансировка, предельно уменьшающая вибрации, производится при быстром вращении детали на специальных станках, использование которых оправдано только при изготовлении нового оборудования на машиностроительных и станкостроительных заводах. В условиях ремонта балансировочные машины из-за высокой стоимости не могут применяться, поэтому здесь прибегают к приближенной динамической балансировке, притом лишь ответственных деталей. Их балансируют в собственных подшипниках.
Динамическая балансировка, как правило, более точна и устраняет неуравновешенность любого вида.
Динамическая балансировка производится всегда при вращении детали, установленной на гибких опорах. Центробежные силы и моменты инерции, вызванные вращением неуравновешенной детали, создают колебательные движения гибких опор. При помощи специальных устройств колебания уравновешиваются и определяется величина и направление дисбаланса.
Динамическая балансировка выполняется на специальных станках. Подвижная часть А станка имеет ось вращения К и пружину В. В подшипниках С устанавливают уравновешиваемое звено D, называемое ротором, которое внешними средствами, не показанными на рисунке, например, при помощи электродвигателя, снабженного фрикционным колесом, заставляют быстро вращаться. После этого фрикционное колесо отодвигают от ротора, вследствие чего ротор замедляет свое вращение. Так как ротор D не уравновешен, подшипники С испытывают действие динамических давлений, векторы которых вращаются, и поэтому станок колеблется. Амплитуда наибольших колебаний отмечается стрелкой Е на закопченной бумаге F. Перед установкой на станок на роторе намечают две плоскости уравновешивания, на каждой из которых устанавливают по одному противовесу. Центробежные силы противовесов образуют силу и пару сил.

 Виды лафетных стволов. Лафетный ствол пожарный. Переносной лафетный ствол. Стационарный лафетный ствол. Виды и типы пожарных стволов
Виды лафетных стволов. Лафетный ствол пожарный. Переносной лафетный ствол. Стационарный лафетный ствол. Виды и типы пожарных стволов Подбор и наем персонала — пошаговая инструкция, как искать и нанимать сотрудников Встреча и собеседование
Подбор и наем персонала — пошаговая инструкция, как искать и нанимать сотрудников Встреча и собеседование Повышаем продуктивность играючи: офисные игры, которые стоит взять на заметку Добрые игра для планерки
Повышаем продуктивность играючи: офисные игры, которые стоит взять на заметку Добрые игра для планерки Сущность предоставления социальных услуг населению по оквэд
Сущность предоставления социальных услуг населению по оквэд